【点晴模切ERP】生产管理中APS计划排产的逻辑
|
admin 2024年6月8日 23:22
本文热度 5278
2024年6月8日 23:22
本文热度 5278
|
通常我以前都是根据具体的软件,介绍哪里设置基础资料和参数规则,哪里进行检查需求数据,哪里进行排产操作和结果查看调整,具体的步骤逻辑是怎样的,有哪些注意事项这样的顺序来介绍,这种方式优点是可执行性好,但普适性不够,可能不是唯一正确的方式,今天挑战一下,尝试着抛开所有具体的APS软件功能,来介绍一下APS计划排产的逻辑。APS计划排产是生产管理中的一个重要环节,它涉及到如何根据市场需求、生产能力、物料供应、交货期等因素,合理地安排生产任务和时间。一个有效的计划排产逻辑可以提高生产效率、降低成本、减少库存,并确保按时交付产品。以下是计划排产逻辑的一些基本步骤:计划排产逻辑需要根据企业的具体情况进行调整,包括生产类型(如批量生产、定制生产等)、产品特性、市场变化等因素。此外,随着技术的发展,越来越多的企业开始采用先进的计划排产软件和系统,以提高计划排产的效率和准确性。
传统计划模块存在的问题
计划不准:MRP的特长在“量(计算净需求)”不在“期(时间排程)”
计划时间长:MRP运算时间过长,人工用EXECL排用时更长
计划更改困难,无法自动调整:现行的生产任务单和工序计划单一旦下达,就很难修改(其程序非常繁琐),实际上就否定了“插单”和“改单”的可能性。
计划没有优化:优化的排程方案较未优化的排程方案可节省加工时间5%~50%
计划不合理导致的问题
订单准时交付率低
订单交货周期长
经常性的加班
制造成本增加
APS计划排产要解决的核心问题
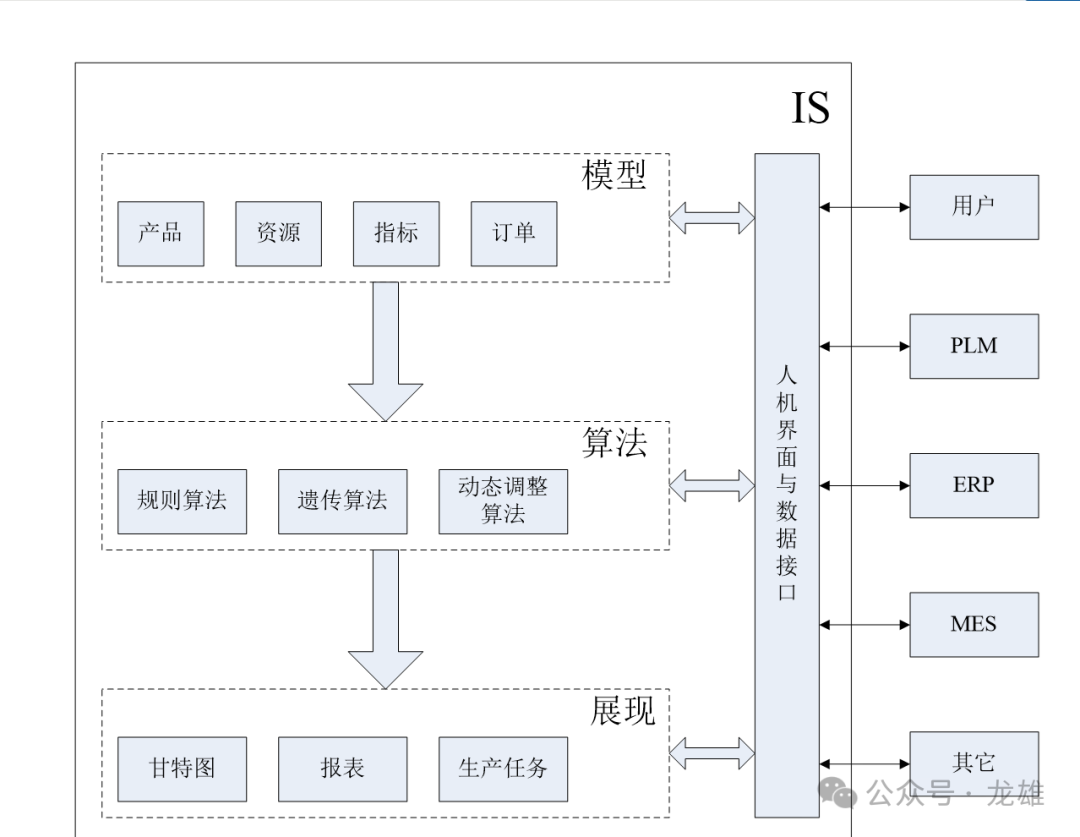
什么是APS排程?
APS排程的核心功能
有限能力排程
可基于有限能力进行全局生产排程优化
排程算法实用、灵活
算法要适应多种生产场景,具有工序级、多资源、模拟排程、动态排程、优化排程的功能,实现合理利用产能,支持快速换线
灵活的工艺模型设置
工艺模型可简化工序、资源、产能和物料等数据的设置,大大减少基础数据的错误
订单交期评估(CTP)
CTP是协助企业快速反应、准确接单关键功能
可视化排程,直观易用
可大大简化调度员的排程工作量
在各类约束条件下,通过优化方法,自动为所有任务精确安排资源和时间,使某一指标最优或次优的技术或系统
简述:基于约束的有限能力排程
制造模式:制造企业制造系统运作模式
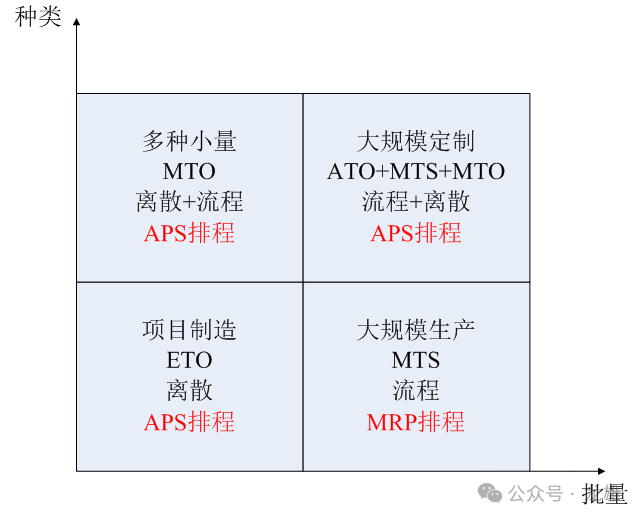
不同的制造模式下,APS(高级计划与排程)的逻辑会根据生产特点、需求模式、产品特性等因素进行相应的调整。以下是几种常见制造模式及其在APS逻辑中的区别:每种制造模式下的APS系统都需要根据其特点来设计和优化排程逻辑,以实现最佳的生产效率和客户满意度。例如,在定制生产模式中,APS可能需要集成配置器来处理产品选项和变体;而在流程式生产中,APS可能需要集成实时传感器数据来监控生产过程。
资源分类
根据产能的定义方式和排程方式的不同,可将资源分为八类在生产计划和排产中,资源分类是根据资源的特性和它们在生产过程中的作用来定义的。以下是您提到的八种资源的解释:1 主资源(Primary Resource):主资源通常是生产过程中最关键的资源,如主要的机器设备或关键的生产线。它们是完成生产任务所必需的,并且通常对生产能力有直接的影响。2 无限产能资源(Unlimited Capacity Resource):这类资源的供应被认为是无限的,或者说它们的数量足够多,以至于不会成为生产瓶颈。例如,一些辅助材料或通用工具可能被认为是无限产能资源。约束: 仅考虑固定提前期或与工序批量相关的变动提前期3 独占式加工单元(Dedicated Processing Unit):独占式加工单元是指专用于特定任务或产品的资源。一旦分配给某个任务,它们就不能同时被其他任务使用,直到当前任务完成。产能随包含的资源的变动有所变动,如5人则产能为100%,3人则为50%,2人以下则产能为04 共享式加工单元(Shared Processing Unit):与独占式加工单元不同,共享式加工单元可以同时被多个任务共享。例如,一些通用的机器或工具可以被多个生产任务同时使用。流水生产线(Flow Production Line):流水生产线是一种连续的生产流程,产品在生产线上按顺序经过各个加工站,每个站完成特定的加工任务。这种生产线通常用于大批量生产。
动态资源组(Dynamic Resource Group):动态资源组是由多个不同类型的资源组成的集合,这些资源可以根据生产需求动态地组合和调整。它们提供了灵活性,可以根据不同的生产任务进行优化配置。
炉资源(Furnace Resource):炉资源通常指的是用于加热、熔化或其他热处理过程的设备,如熔炉、烘炉等。这类资源在金属加工和某些化工生产中非常重要。
一次可加工多个工序
每次加工的时间固定或依工艺参数的不同而变动
每次加工的工件数总量有限
每个工序每次有最大加工件数限制
每个工序在资源中占用的工位数固定,或可被替换
周期性循环生产线(Cyclic Production Line):周期性循环生产线是指生产过程按照一定的周期重复进行的生产线。这种生产线可能涉及到重复的装载、加工和卸载过程,适用于某些特定产品的生产。
每种资源类型都有其特定的管理和调度要求。在制定生产计划和排程时,需要根据这些资源的特性来合理安排生产任务,以确保生产效率和产品质量。一次可加工多个工序
加工周期视资源运转速度而定
每次加工的工件数总量有限
每个工序每次有最大加工件数限制
每个工序在资源中占用的工位数固定,或可被替换
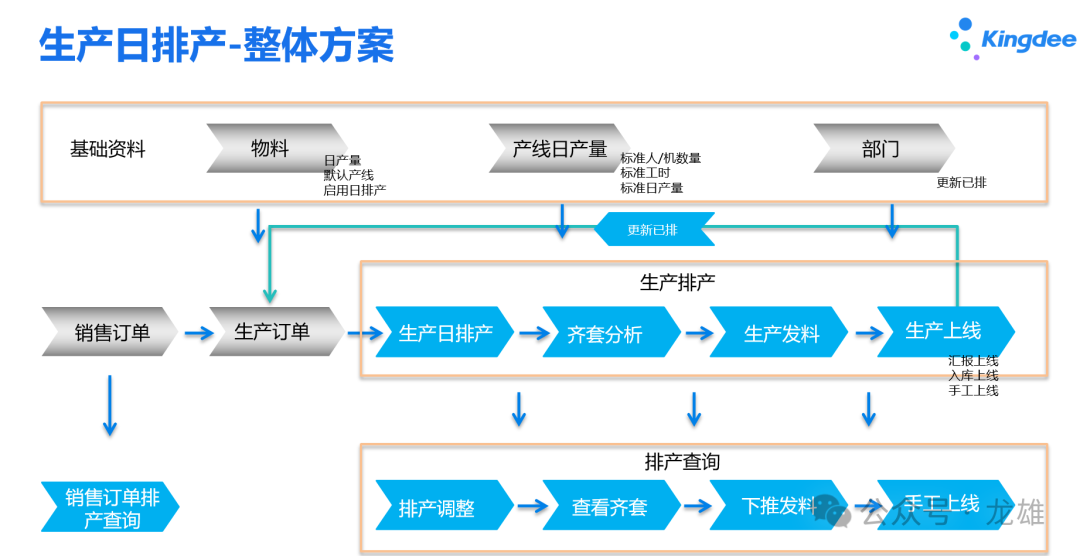
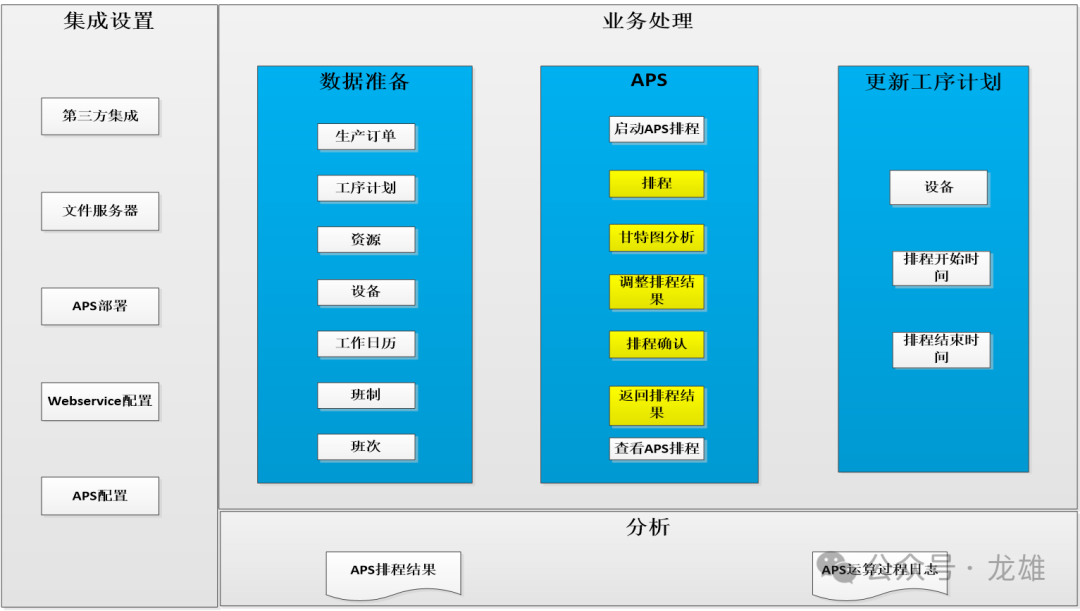
数据准备的步骤:
小结:
排程排序规则:
在APS(高级计划与排程)系统中,排程规则和顺序规则是用于确定生产任务安排和执行顺序的核心逻辑。以下是一些常见的排程和顺序规则:这些规则可以单独使用,也可以组合使用,以适应不同的生产环境和业务需求。APS系统通常会提供自定义规则的功能,允许企业根据自己的特定需求来配置和优化排程规则。
排程算法是用于解决生产排程问题的各种方法,它们帮助企业优化生产流程,减少成本,并提高效率。以下是一些常见的排程算法:
每种算法都有其优缺点,适用于不同类型的排程问题。在实际应用中,可能需要根据具体问题的特点和要求选择或结合使用多种算法。
排程算法和排程规则是生产排程中的两个关键概念,它们之间存在密切的关系:排程算法:排程算法是用于解决排程问题的计算方法。它们是数学模型和计算过程的结合,用于在给定的约束条件下寻找最优或可行的排程方案。排程算法可以是确定性的,如线性规划、整数规划等,也可以是启发式的,如遗传算法、模拟退火算法等。算法通常需要计算机程序来实现,并处理大量的数据和决策变量。
排程规则:排程规则是用于指导生产任务安排的一系列逻辑或决策标准。它们可以基于时间(如最早截止日期优先)、资源(如资源利用率最大化)、订单属性(如订单优先级)等。排程规则通常是排程算法中的一个组成部分,用于简化问题、提供决策依据或作为启发式算法的决策准则。
关系:
排程算法通常需要排程规则来指导如何安排任务。例如,在遗传算法中,排程规则可以作为染色体的编码方式或者作为遗传操作(如交叉、变异)的依据。
排程规则可以视为排程算法的输入参数或约束条件。它们定义了排程问题的结构和目标,帮助算法确定搜索空间和优化方向。
在某些情况下,排程规则本身可以非常简单,如“先到先服务”,但在复杂的生产环境中,可能需要复杂的排程算法来综合考虑多个排程规则,并找到满足所有规则的最佳或可行解。
排程算法的有效性很大程度上取决于排程规则的合理性和准确性。如果规则不能很好地反映生产实际,即使算法本身很先进,也可能无法得到有效的排程结果。
总的来说,排程算法是解决问题的工具,而排程规则是这些工具运作的指导原则。两者相辅相成,共同确保生产排程的有效性和效率。
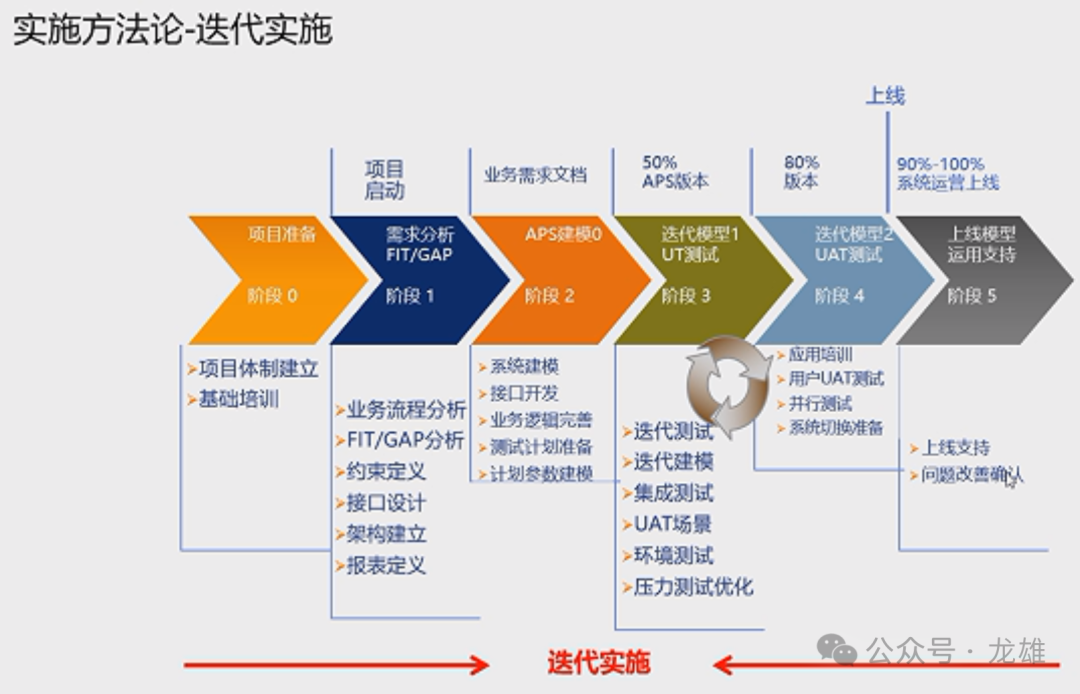
此ERP标准产品已经与jobdispo、AX两款APS产品进行了集成。Jobdispo:是兰光创新有限公司代理的德国FAUSER公司旗舰APS产品,是完全根据离散制造企业的需求而开发的一套图形化计划自动排产系统,广泛应用于全球的航空航天、国防工业、汽车制造、机床设备、工程机械、五金模具等行业。AX:是安达发网络信息公司完全自主研发的APS产品,为企业实现精细化生产计划提供了最基础、最核心的保证,专注且精通于塑胶橡胶 、金属加工、机械装备、电子电器、电线电缆等5大行业上一篇我们介绍过 Asprova 的排产功能,有兴趣具体了解的可以点击查看。总结:APS 计划排产是在考虑制造模式的前提下,以有限能力、可变生产提前期来制作生产计划。可以对应需求量的变化、设备产能以及各种生产约束条件后,合理安排具体生产计划,在设定好规则(排序规则和排程算法)后,支持一键排产,通常还支持人工针对结果进行调整干预和插单评估等,当然在具体项目过程上,还需要按照本文最上面的实施方法论,先做好业务流程和各个系统范围边界和交互逻辑的规划。点晴模切ERP更多信息:http://moqie.clicksun.cn,联系电话:4001861886
该文章在 2024/7/3 16:08:59 编辑过









 400 186 1886
400 186 1886

